The Challenges of Grinding and Finishing Automation
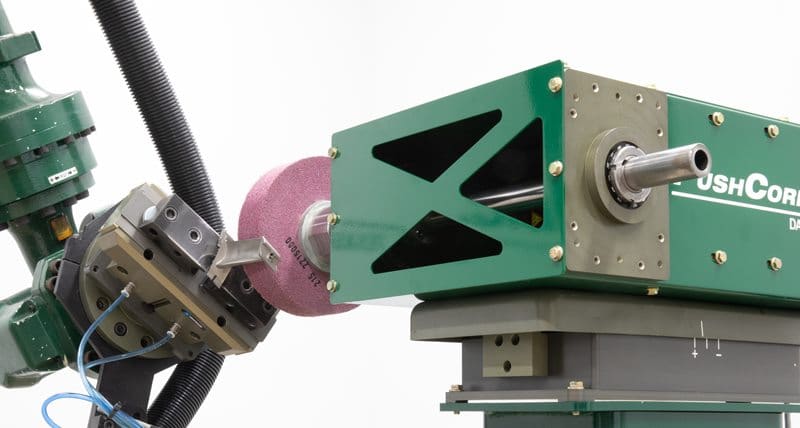
There are significant benefits to automating grinding and finishing processes. Robotic grinding and material removal applications offer a more versatile and streamlined way to improve operations over manual operations. It also overcomes one of the biggest challenges in non-automated finishing: consistency. Human error, different finishing techniques, operator fatigue, and different operators can all provide inconsistencies that lead to an undesirable surface finish.
Robotic grinding and finishing also play a major role in improving safety, filling labor shortages, and reducing the high turnover of employees assigned these tasks. However, automating your grinding and finishing process has its own challenges. Here are some of the biggest ones the integrators we work with encounter and how they overcome them.